在线客服1号
在线客服1号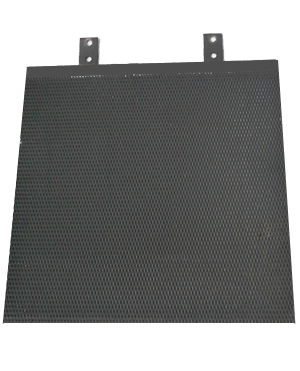

二氧化铅钛阳极
应用领域
-电镀、冶炼、生活污水处理、过硫酸盐生产、含酚废水褪色处理、
油田废水、印染废水、氨氮废水 等领域.
特点
-析氧电位 ≥1.70v,具有极强的氧化性。
-电流效率高,在低电流密度下,与铱钽阳极能耗相当。在电流密
度大于500A/m2时,能耗比铱钽槽电压高0.2v左右。
-具有双镀层立体结构,镀层具有很好的结合力。
-属于不溶性阳极,耐腐蚀。
-阳极镀层损坏后,基体可以重复使用。
-成本低,工作寿命长,性价比高。
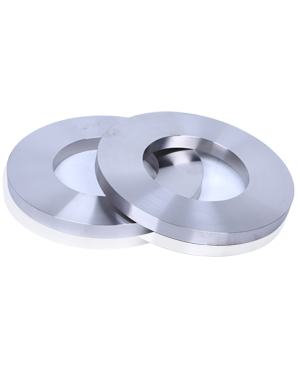
湿法冶金用钛阳极介绍
1.应用领域:电积铜、镍、钴、锌等有色金属
2.产品规格:根据图纸加工
3.阳极寿命:2年以上
4.使用涂层类别:钛基二氧化铅阳极
5.电化学性能及寿命测试 (参考标准HG/T2471-2007 Q/CLTN-2012)
名称 |
镀层mm |
析氧电位V |
测试条件 |
CL-含量 |
寿命h |
|
钛基二氧化铅 |
3 |
<1.73 |
15% H2SO4 |
<2g/L |
>500 |
6.钛基二氧化铅技术指标
A. 不溶性阳极板技术性能
(1)阳极板采用钛基涂贵金属中间层、α-pbO2及β-PbO2,导电棒采用
钛铜复合棒:阳极板与导电棒采用焊接连接。
(2)基体钛网厚度2mm,镀层厚度单面不小于0.6mm,成品厚度不小于
3.5mm;板面应平整,成品表面不应有分层、裂纹等夹杂。
(3)板面垂直度:板面最上下部误差小于±6mm
(4)寿命:耐腐蚀、抗弯曲、寿命2年以上
(5)加工后,要求平面公差、曲面公差小于±5mm,对角公差小于3mm
(6)严格按照图纸加工
B 不溶性阳极板电化学性能
成品阳极板电导率:4---5*10-5Ω;
表面硬度:HRC=11
析氧过电位:1.73-1.9v(Vs.SCE,150g/L硫酸,1000A/m2)
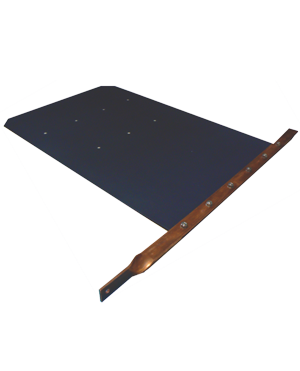
7.实际使用数据
A. 年产10000吨电积镍实际使用数据
项目名称:二氧化铅阳极用于电镍生产系统
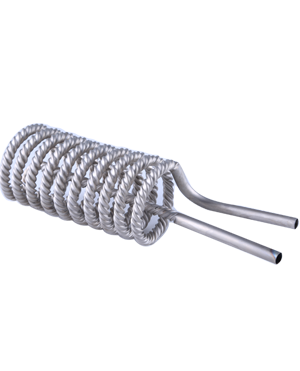
使用目的:1、二氧化铅阳极在电镍系统和铱钽阳极性价比
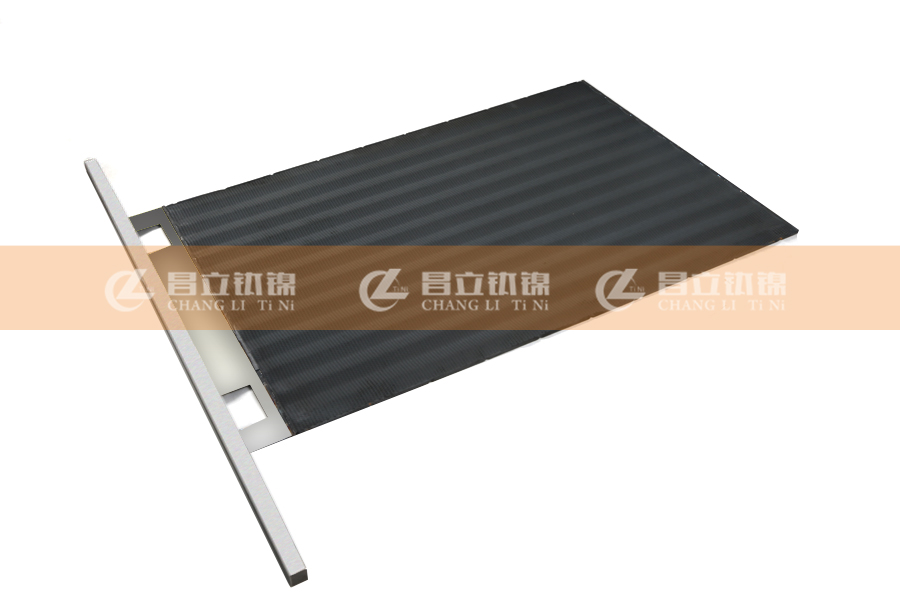
2、波纹板二氧化铅阳极对阴极沉积镍的影响
工况条件:PH=1.5 硫酸:40g/L 硫酸镍:40-55g/L
硼酸:5-7g/L 温度:70° 极间距:60-70mm(加隔膜袋)
氯离子:<1g/L
阳极尺寸: 4*820*1260 (二氧化铅) 4*760*820(铱钽) 8*760*820(铅板)
|
阳极种类 |
电流密度A/m2 |
槽电压V |
电流效率 |
寿命 |
|
铅阳极 |
180-230 |
3.9-4.6 |
89%-91% |
12-18个月 |
|
铱钽阳极 |
180-230 |
3.4-4.0 |
93%-95% |
大于24个月 |
|
二氧化铅 |
180-230 |
3.8-4.5 |
92%-94% |
大于24个月 |
B.年产2000吨二次脱铜实际使用数据
项目名称:二氧化铅阳极用于二次脱铜生产系统
使用目的:二氧化铅阳极在二次脱铜系统和铅阳极性价比
工况条件:PH=1.5 硫酸:170g/L 铜离子:50-55g/L
骨胶:5-7g/L 温度:60° 极间距:55mm
氯离子:<50ppm
阳极种类 |
电流密度A/m2 |
槽电压V |
电流效率 |
寿命 |
|
铅阳极 |
180-210 |
2.-2.1 |
89%-91% |
12个月 |
|
钛基二氧化铅 |
180-210 |
1.9-2.1 |
92%-94% |
大于24个月 |
8.钛基二氧化铅阳极的返修
阳极在失效的时候可以对旧涂层进行清理,将阳极上的沉积物及旧涂层去除后进行重新
涂制,反复使用可节约钛基材费用的投入。我公司发明了一种去除废旧钛阳极涂层的方法,可以有效去除旧涂层。每次重涂钛基材都会有0.3mm左右的减薄,可重涂的次数一方面取决于基体的厚度,另一方面复涂阳极的寿命大约为新制阳极寿命的90%以上,所以通常建议钛阳极可重涂1-2次。
9.钛基二氧化铅阳极和传统铅阳极的对比:
生产系统整槽试验工作,表现出如下优势:
A、对电解液无污染,无需复杂的除铅系统开支。
B、外形尺寸固定,不会因为自身溶解造成阳极变形,影响阴极产品品相。
C、由于电解过程中不消耗钛基体,钛基体可反复重涂
D、电流效率高。目前我公司生产钛阳极电流效率可达到93-95%,而传统铅阳极电流效率只有89-91%。
E、槽电压低。我公司生产的钛基二氧化铅阳极槽电压较铅阳极槽电压低2%-3%,节电效果十分明显。
F、阴极产品品质高。由于溶液中不含铅,杜绝了铅污染。
G、可大电流工作,铅阳极在大电流下会快速溶解,钛基二氧化铅阳极则可承受500A/m2以上电流,适用于在生产中短期大产出的要求。
H、降低劳动强度,改善工作环境。铅阳极有重量大,材质软,生产中会减薄,易变形的缺点,导致阴极镍板也容易变形,工人生产中需要经常平板,劳动强度大。同时由于铅为重金属,毒性大,影响人的神经系统,对环境污染严重。同时用于除铅的碳酸钡也是剧毒品。
钛基二氧化铅阳极高于铅阳极电积活性所节约8%的能耗;高品质阴极产品的更高售价。多项优势的合计效益将非常可观。
1.应用领域:印染废水处理 工业污水处理 生活污水处理 油田废水处理
2.产品规格:根据图纸加工(阳极组形势)
3.阳极寿命:2年以上
4.使用涂层类别:钛基二氧化铅阳极
5.电化学性能及寿命测试 (参考标准HG/T2471-2007 Q/CLTN-2012)
名称 |
镀层mm |
析氧电位V |
测试条件 |
CL-含量 |
|
钛基二氧化铅 |
3 |
<1.73 |
1mol/L H2SO4 |
<2g/L |
6.电解100m³/h炼油二净化反渗透浓水
6.1 工艺路线及流程
本项目采用次氯酸钠催化氧化和电解催化氧化工艺对含盐生化出水和反渗透浓水进行单独和混合处理试验,结果表明,在各自适宜的条件下,单独或混合处理后出水COD<50mg/L。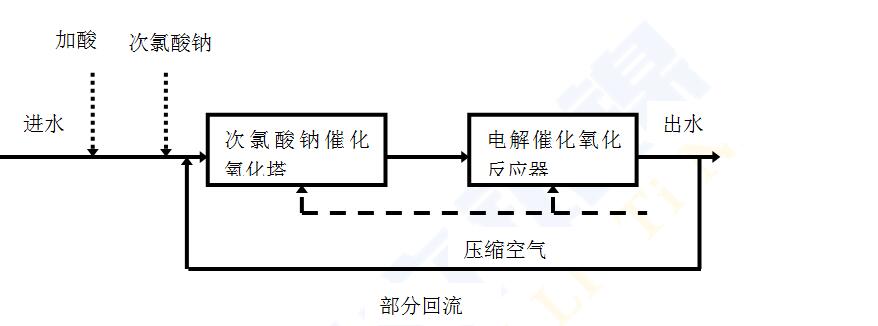
图4 催化氧化加电解法降解COD工艺流程图
6.2 不同体系涂层钛阳极降解COD效果及结论
电极种类 |
进水COD/mg.L-1 |
出水COD/mg.L-1 |
|
钛基铱钌 |
125 |
67 |
|
钛基铱钽 |
125 |
56 |
|
钛基铱钌锡 |
125 |
56 |
|
锡锑中间层钛基二氧化铅 |
125 |
47 |
|
复合中间层钛基二样化铅 |
125 |
21 |
由表1可见,在相同进水和试验条件下,钛基复合中间层二氧化铅电极对污水的处理效果最好。同为钛基二氧化铅,复合中间层钛基二样化铅的电极处理效果优于锡锑中间层钛基二氧化铅的电极。分析原因为:钛基复合中间层二氧化铅较其它电极具有较高的析氧电位,可有效防止电解过程中的副反应的发生,电流效率高,因此处理效果好;
7. 处理200m3/h印染废水现场数据
7.1 现场实测数据
电解时间(min) |
氨氮(mg/L) |
COD(mg/L) |
色度 |
|
0 |
71.26 |
592 |
250 |
|
15 |
50.26 |
468 |
100 |
|
30 |
38.64 |
368 |
30 |
|
60 |
10.94 |
276 |
8 |
|
90 |
0.22 |
140 |
/ |
|
120 |
<0.5 |
37 |
/ |
从以上数据看样看出,复合中间层二氧化铅阳极在降解印染废水的COD时,效果比较明显,通过阶梯式循环电解,在处理2h的时间内,使高浓度COD降低国家排放标准50ppm。
7. 产品使用背景及介绍:
随着工业的发展,有机废水排放量日益增加,尤其是化学、食品、农药和医药等行业排放的高浓度的废水,色度高毒性大,含有大量的生物难降解成分,严重污染了江河湖海.电解法处理水新技术具有无需添加化学药剂,设备体积小,占地不大,不产生二次污染,已被用于处理含烃,醇,醛,醚,酚等有机污染的废水。 去除COD主要靠阳极表面的氧化反应,直接在阳极表面上氧化降解有机物,阳极电位必须高于有机物的分解电位,所以阳极上进行的是有机物氧化和析氧两个竞争反应。
我公司主要针对此行业,设计并研发了一种具有活化层的铱钽阳极板,并且也申请了实用新型专利,该阳极在钛基体上涂覆由锡和锑氧化物组成的活化层,一方面能使电解液难以渗透到钛表面,氧原子或02-离子向钛基体的扩散也受到了阻挡,从而避免了Ti02的生成,同时也提高了铱钽涂层的析氧过电位。主要在有机废水处理中体现其独特的优越性,能使有机物直接在阳极表面被氧化成CO2和水,也防止了原生态的氧原子进入涂层内部破坏涂层,从而增强阳极使用寿命。